
Black Belt -projektiesimerkki (DMAIC): Pintakäsiteltävien tuotteiden tuottavuuden parantaminen
Tämä projekti toteutettiin osana Lean Six Sigma Black Belt -koulutusta, ja osallistuja sai käytännön kokemusta prosessien kehittämisestä.
Tutustu esimerkkiin, miten Lean Six Sigma -menetelmät auttavat tehostamaan prosesseja ja miten opit samalla käytännön taitoja Black Belt -koulutuksessa.
Tulokset lyhyesti
- Tuottavuus (jm/h): 450 → 579
- Tavoitteen (≥ 500 jm/h) ylittävien erien osuus: 49,33 % → 86,33 %
- Keskeiset parannukset: sormijatkosten laadunohjaus (laatukortit + P‑kortti), häiriötilanneohjeistus, ponttauskoneen valosilmän pölynpuhallus
1. Define – Lähtötilanne
Projektissa parannettiin yrityksen pintakäsiteltävien ST-tuotteiden tuottavuutta pintakäsittelyprosessissa. Lähtötilanteessa läpimeno vaihteli huomattavasti, mikä heikensi ennustettavuutta ja tuotannon tuottoa. Koska yrityksen tuotevalikoima on laaja, tarkastelu rajattiin ST-tuotteeseen, jolla on riittävä volyymi ja kannattavuus.
Projektin tavoitteeksi asetettiin pintakäsittelyprosessin läpimenon (jm/h) parantaminen ja prosessin hallittavuuden lisääminen.
2. Measure – Lähtötilan mittaaminen
Suorituskyky analysoitiin 6 kuukauden aineistolla. Prosessi todettiin stabiiliksi, mutta vaihtelu oli suurta:
- Keskiarvo: 496 jm/h
- Hajonta: 180,6 jm/h
- Erien osuus tavoitearvon (500 jm/h) alapuolella: 50,67 %
Mittausvaiheen perusteella asetettiin tilastollisesti selkeät tavoitteet:
- Hajonnan pienentäminen noin 100 jm/h tasolle → parempi hallittavuus
- Vähintään 70 % eristä yli 500 jm/h → parempi tuotto
3. Analyze – Juurisyyt ja niiden todentaminen
Yksityiskohtainen prosessikuvaus sekä työntekijöiden kanssa pidetyt työpajat toivat näkyviin läpimenoon vaikuttavia tekijöitä. Pääsyitä todennettiin hypoteesitestauksella, jonka perusteella:
- pintakäsittely, ponttaus ja sormijatkos vaikuttivat tuotekohtaiseen läpimenoajan keskiarvoon
- ponttaus vaikutti lisäksi läpimenoajan hajontaan
Lisäksi sormijatkoslinjan seurantajakson analyysi osoitti, että laatuvirheet jakautuivat kolmeen tekijään, joiden esiintymismäärissä ei kuitenkaan ollut suuria eroja. Tämä ohjasi ratkaisujen suunnittelua kohti laadunohjauksen systematisointia ja häiriöiden hallintaa.
4. Improve – Toteutetut parannukset
Tavoitteiden saavuttamiseksi toteutettiin kaksi pääkokonaisuutta:
A) Sormijatkosten laadun parantaminen (laadunohjaus ja standardointi)
- Käynnistettiin säännöllinen sormijatkosten laatutarkistus
- Otettiin käyttöön laatukortti, jolla laatuongelmia alettiin seurata virhetyypeittäin
- Järjestettiin työntekijöille koulutus laatukorttien käytöstä
- Laatutauluun otettiin käyttöön P‑kortti kokonaisvirhemäärän seurantaan
- Laadittiin toimenpideohjeistus häiriötilanteisiin
B) Ponttauksen häiriöiden vähentäminen pintakäsittelylinjalla
- Ponttauskoneen valosilmään asennettiin automaattinen pölynpuhallus, jolla vähennettiin pölystä aiheutuvia häiriöitä ja katkoksia
5. Control – Tulokset ja jatkuvuuden varmistaminen
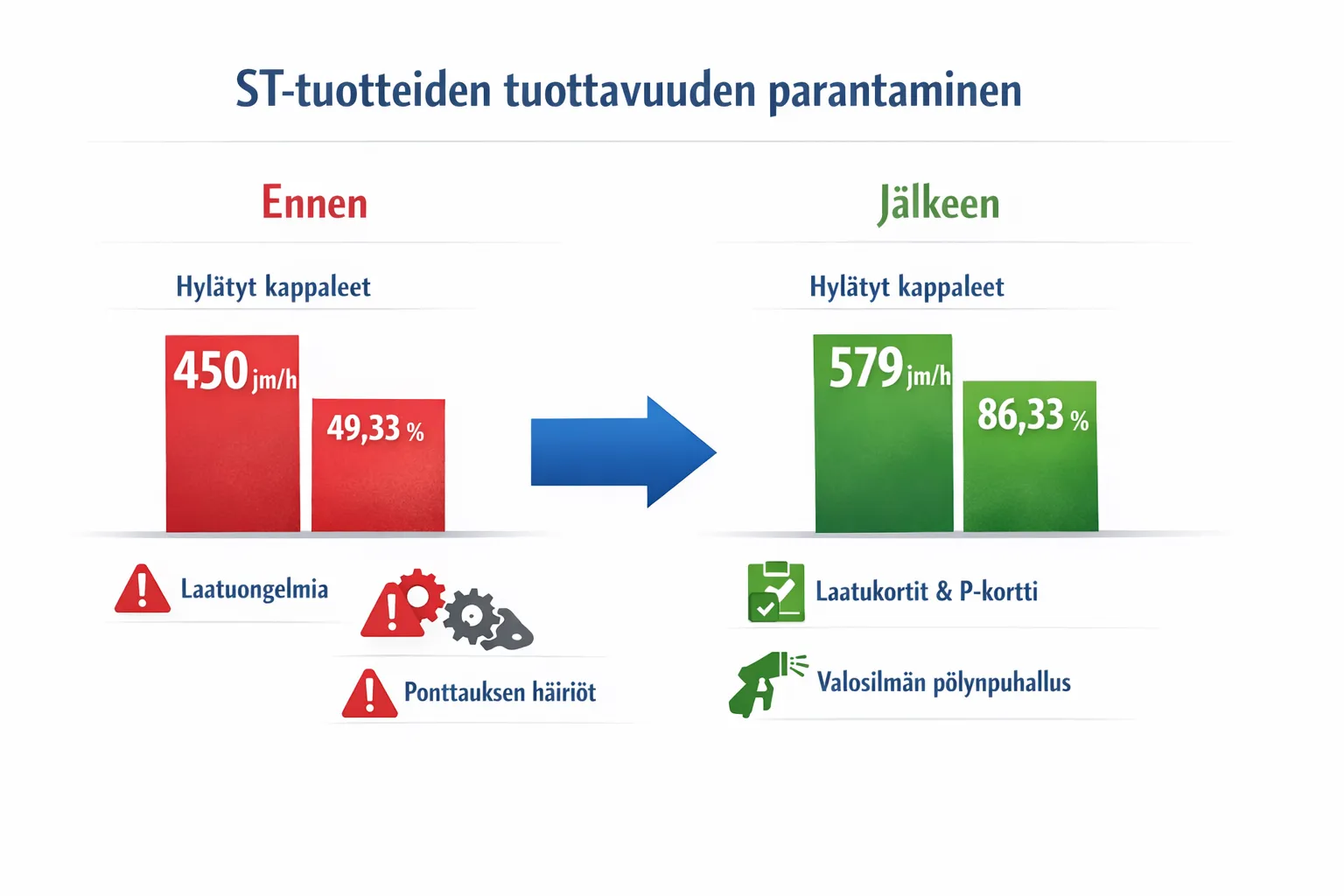
Tehdyillä toimenpiteillä (sormijatkoslinjan laatukortit + pölynpuhallus päätyponttaukseen) oli selkeä vaikutus ST‑tuotteiden tuottavuuteen pintakäsittelyprosessissa:
- Keskimääräinen tuottavuus: 450 jm/h → 579 jm/h
- Tavoitearvon (≥ 500 jm/h) ylittävien erien osuus: 49,33 % → 86,33 %
Projektin aikana jatkuvan kehittämisen osaamista siirrettiin yrityksen laatuvastaavalle. Yritykselle laadittiin projektin pohjalta ohje, jonka avulla laatuvastaava voi:
- jatkokehittää toteutettuja parannuksia
- soveltaa samaa lähestymistapaa myös muihin prosessivaiheisiin
Kehitä Lean Six Sigma -osaamistasi Black Belt -koulutuksessa
Tämä projekti oli yksi Lean Six Sigma Black Belt ‑koulutuksen harjoitusprojekteista, jonka osallistuja toteutti osana sertifiointia ja sai projektin päätyttyä Black Belt -sertifikaatin.
Jos haluat oppia parantamaan prosesseja Lean- ja Six Sigma -menetelmillä ja hankkia sertifikaatin, tutustu: Black Belt-koulutus.